Silicone-coated fabrics are essential in various industrial applications due to their exceptional properties, including heat resistance, chemical resistance, flexibility, and durability. These fabrics are commonly made from materials such as reinforced PTFE, silicone elastomers, silicone rubbers, or rubber-coated fiberglass. They provide crucial protection for manufacturing equipment while enhancing the safety, efficiency, and optimization of manufacturing processes.
To explore their value further, we spoke with Victoria Ammermann, Product Manager for Norgard® products, about the top reasons why silicone-coated fabrics are a preferred choice in demanding industrial environments. Our discussion highlighted key properties such as chemical inertness, non-stick surfaces, washability, non-flammability, and dimensional stability. We also delved into other features and benefits that customers prioritize when selecting silicone-coated fabrics for challenging applications.
Advantages of Silicone-Coated Fabrics
- Exceptional Temperature Resistance
Silicone-coated fabrics are designed to withstand extreme temperatures while maintaining excellent electrical properties. For instance, Norgard Silicone Rubber-coated Fiberglass products are abrasion-resistant and fire-resistant, making them ideal for high-temperature electrical gasketing applications.
These fabrics are widely used in industrial processes that generate intense heat, acting as reliable thermal barriers. Applications include heat shields, shrink tunnel curtains, heater coverings, conveyor belts, and insulation wraps. In shrink-wrap tunnel applications, their ability to retain heat and their non-stick surface characteristics prevent sticky materials from adhering to conveyor belts, ensuring smooth operation.
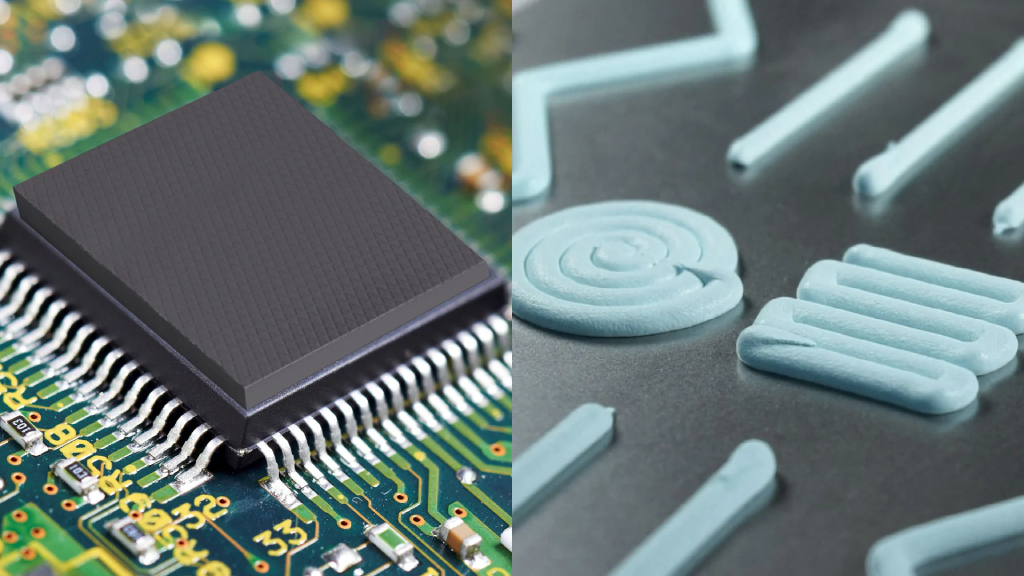
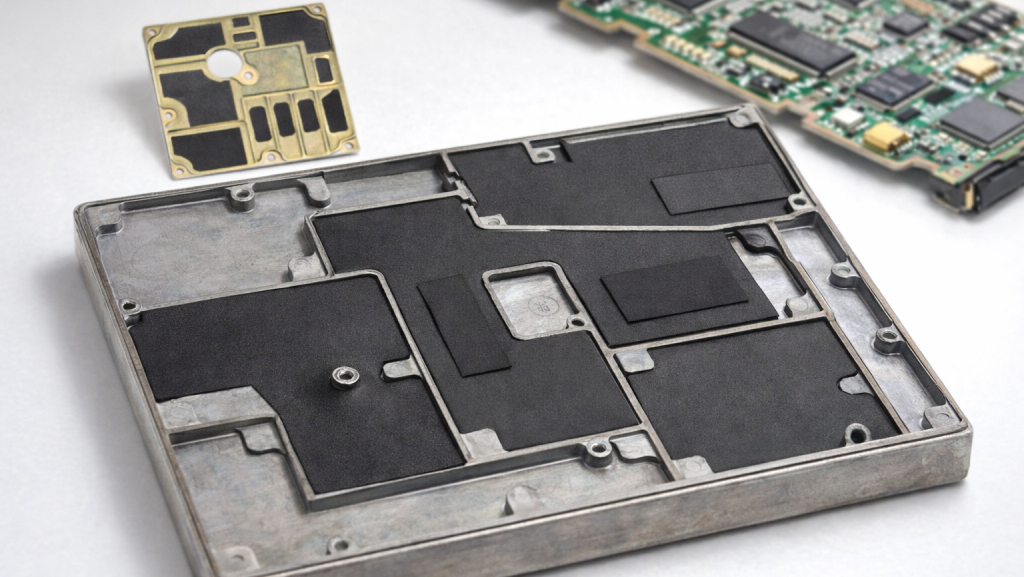
Additionally, products like the ThermaCool® TF Series are used to electrically isolate power sources from heat sinks. These materials are highly effective in LED lighting or electronics, offering thermal conductivity, high-temperature resistance, and flexibility for heat sink gaskets. By controlling heat transfer, these fabrics help extend the lifespan of industrial machinery while protecting workers from fire and chemical exposure.
- Weathering Resistance
Silicone-coated fabrics, such as Norgard SCF1410, feature silicone rubber dispersion-coated nylon fabric that is non-stick, washable, chemically inert, and dimensionally stable. These fabrics are designed to endure continuous exposure to harsh environments, withstanding temperatures ranging from -85°F to +500°F. They are also non-flammable and fire-resistant, making them ideal for outdoor and demanding industrial applications. - Chemical Resilience, Flexibility, and Durability
Silicone-coated fabrics create a durable barrier that resists chemicals, acids, solvents, and oils. For example, SCF1025 helps protect equipment and personnel from harsh chemical exposure. These fabrics are often used in protective clothing for fire and chemical safety or as equipment covers and chemical-resistant barriers.
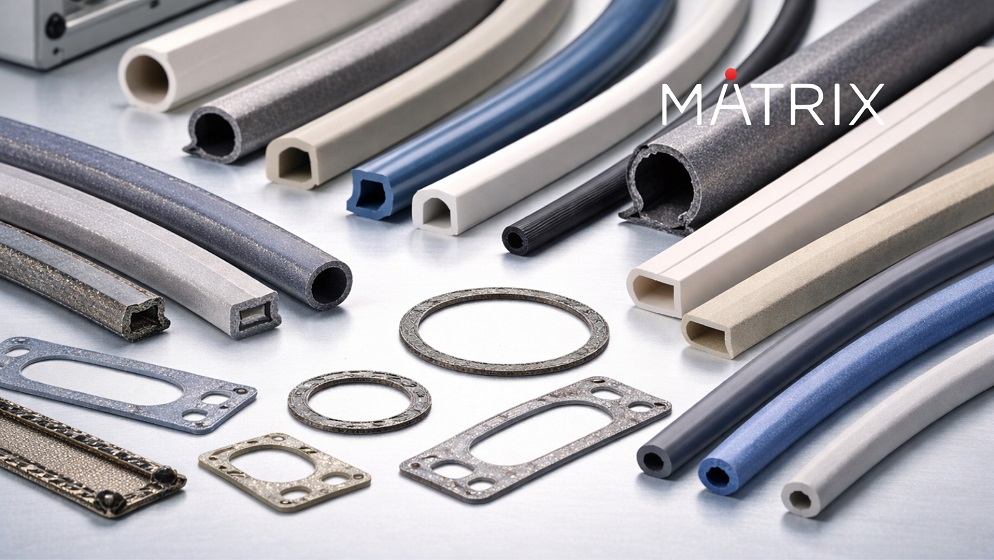
In addition to chemical resistance, silicone-coated fabrics are highly flexible and durable. Available in various thicknesses and colors, they can adapt to complex shapes, geometries, and challenging environments. Thinner materials can reduce weight and carbon footprints, offering versatile solutions tailored to customer needs.
Optimize Your Manufacturing Process
Silicone-coated fabrics provide unmatched versatility and performance. They seal gaps in machinery, serve as electrical gaskets, act as heater covers and shrink tunnel curtains, and function as heat sinks or conveyor belts. Their flexibility, durability, and resistance to chemicals and fire make them essential for optimizing manufacturing processes while protecting workers and equipment.
Our Norgard Silicone-Coated Fabric portfolio includes products tailored for diverse application needs. For high thermal conductivity requirements, we recommend our most thermally conductive options. However, product selection depends on specific application demands. If you’re unsure which product suits your needs, reach out to our team for guidance on the ideal solution for your application.